
Avoiding Hydraulic Overheating: Safely Matching Attachment Flow Rates to Your Mini Loader
Mini skid steer loaders have opened new possibilities for the compact construction, agricultural, and landscaping sectors. These valet mini loaders are entirely dependent on fluid power systems including hydraulic overheating prevention to drive a wide range of heavy-duty attachments, including high-torque augers and trenchers, as well as brush cutters.
Nevertheless, one major hazard that is almost invisible is the fluid system heat that comes with the use of these power tools. Once the fluid temperature rises beyond a limit, it leads to melting of seals, warping of internal components, and other expensive system failures.
To aid fleet owners in guarding their investments, this article uncovers the essential functions of the mechanica behind avoidance of hydraulic overheating: aligning correctly the flow rates of the attachments to your mini loader.
Top Essential Functions to Avoid Hydraulic Overheating
1. Mini Loader Fluid Mechanics and Thermal Limitations
Mini skid steer loaders always have a closed or open-circuit fluid system that is designed to transmit very high forces by means of pressurized oil. The main pump is driven by the engine and pushes the fluid through the control valves, hydraulic lines, and quick-couplers, into the connected attachment and back through the cooling and filtration loop.
When the liquid encounters the structural or mechanical resistance, pressure increases and a part of that energy gets converted to thermal one. Under the usual operational load, the onboard radiator of the machine allows dissipation of extra heat so that the optimal temperature is maintained, usually between 130°F and 180°F.
If the machine is pushed beyond these designed limits, the oil starts to undergo a rapid deterioration process called thermal degradation. When the temperature is high, the viscosity of the fluid drops, the film of oil that is the protective layer between the metals is getting reduced and it will inevitably lead to friction of metal parts of the hydraulics and pumps that are precious but costly as well in mini loader.
In turn, this creates a destructive feedback loop: reduction in oil thickness or viscosity causes an increase in internal volumetric slippage which produces more heat and friction.
Consequently, the thermal spikes will cause internal rubber O-rings to get baked, piston seals to harden, hydraulic hoses to get destroyed, and cause complete mechanical seizure.
- Viscosity Degradation: hydraulic fluid molecular structure breaks down and the lubrication layer is lost, eventually causing the wear of the internal pump gears.
- Component Heat Expansion: at elevated temperatures, due to the non-uniform heat expansion, differences in geometrical dimensions internally can lead to system scoring, sticking factions of valves, and loss-of-control situations.
- Accelerated Oxidation: a double increase in the oxidation of hydraulic fluid occurs for every 18°F rise in temperature above 140°F, resulting in the formation of sludge, varnish, and acidic compounds that eventually clog the system’s filters effectively.
2. Standard Flow and High-Flow Systems Comparative Study
Understanding the core distinctions between standard flow and high-flow auxiliary systems is prerequisite for operators when it comes to saving assets through correct flow-rate matching. Standard flow systems are established to handle basic, low-demand attachments such as general-purpose bucket buckets, grappling forks, and log-splitters, etc.
These auxiliary systems are capable of delivering on average between 8 and 15 GPM at standard operating pressures which are roughly 3,000 PSI. Opting for a standard flow ensures that low-demand tooling receive sufficient power without burdening the built-in thermal cooling systems of the loader.
On the contrary, high-flow systems are the ones that go together with high-energy, continuous-rotation attachments like cold planers, stump grinders, big flail mowers, and heavy-duty snow blowers. Such systems employ the industrial, heavy-duty pumps that are capable of delivering from 16 up to even 30+ GPM with simultaneous high operating pressures.
By activating a high-flow circuit a much greater volume of pressurized fluid passes through the lines every minute so that high-torque hydraulic motors can be driven. Return on investment increases when a high-demand, high-flow tool is used on a standard-flow loader – or vice versa – because trying to do so is an instant cause for rapid system overheating and mechanical failure.
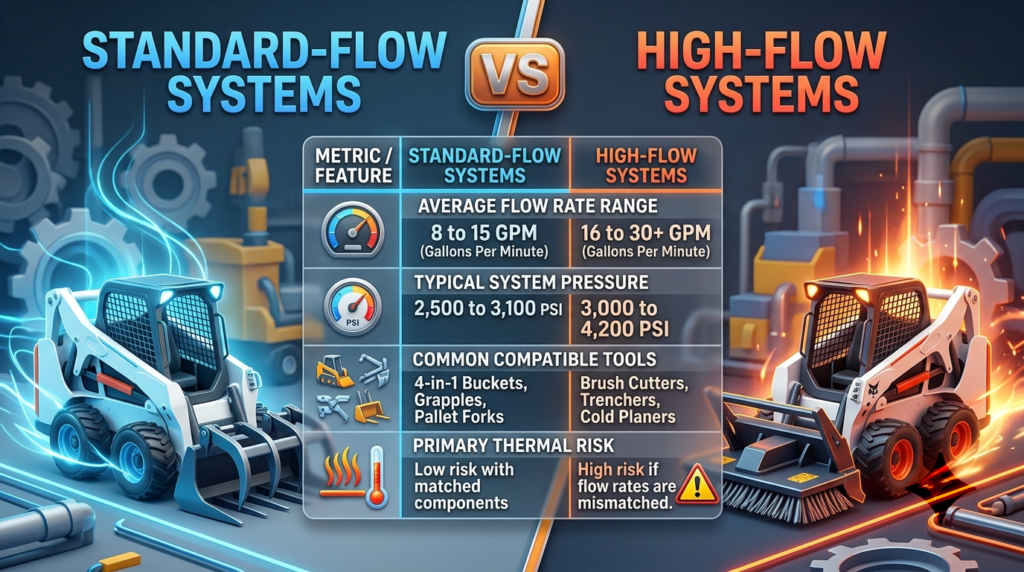
| Metric / Feature | Standard-Flow Systems | High-Flow Systems |
| Average Flow Rate Range | 8 to 15 GPM (Gallons Per Minute) | 16 to 30+ GPM (Gallons Per Minute) |
| Typical System Pressure | 2,500 to 3,100 PSI | 3,000 to 4,200 PSI |
| Common Compatible Tools | 4-in-1 Buckets, Grapples, Pallet Forks | Brush Cutters, Trenchers, Cold Planers |
| Primary Thermal Risk | Low risk with matched components | High risk if flow rates are mismatched |
- ump Sizes: In the standard-flow systems, fixed-displacement gear pumps are used, while the high-flow configurations, on the other hand, employ variable-displacement piston pumps to handle large volumes of fluids.
- Identification of Coupler: Larger sized quick-disconnect couplers or the secondary auxiliary lines of high-flow systems are the ones, to handle the increased fluid volume without causing restrictive pressure drops.
- Cooling System Capacity: High-flow factory load capable loaders feature large hydraulic oil reservoirs and cooling fans to dissipate the immense thermal energy generated during operation.
3. Effects of Fluid Volume Mismatches
Upon attachment of a mini loader hydraulic motor whose internal is rated for a specific fluid volume and pressure range, when a high-flow tool is connected to a standard-flow mini loader, an immediate fluid volume deficit occurs.
Being unable to adequately supply the oil required for the heavy motor of the attachment to spin at its desired speed, the operator counter-productively runs the machine at maximum throttle so as to be able to supply some load to the tool. This in turn results in back-pressure extreme at pump, the loader’s point conversion of engine energy to heat, and the internal components of the tool starved to their detriment.
In the other direction, forcing high-flow fluid volumes on standard-flow tools not only overloads the small hoses, valves, and couplers but also can lead to a dangerous consequence. The volume trying to pass through these small sections is physically greater than the passage capacity.
This restriction kind of works like a bottleneck, creating tremendous fluid friction, which is analogous to making the fluid a heater within the circuit. In other words, the friction will continue to the point where the temperatures of the fluid shots skyward beyond even the safe levels for operation being one of the risks that you open yourself to – for example, blowing out seals or bursting hydraulic lines, very close to operator station – and that’s pretty scary.
- Fluid Velocity Friction: High fluid velocity in narrow hoses causes friction along the inner walls of the hose, turning the energy into heat instantly.
- System Back-Pressure Spikes: Bottlenecks cause relief valves to open continuously, oil of high pressure is pushed back to reservoir and temperature of system spikes.
- Cavitation Damage: Overly restricted fluid leads to localized pressure drop, vapor bubbles collapse violently and erode metal parts of pump.
4. How to Verify Hydraulic Compatibility
A new tool needs to be accident-proofed by a strictly technical verification process which is generally based on using the manufacturer’s specification plates only. Firstly, you either find the mini skid steer data plate on the side or check owner’s manual to locate the exact auxiliary flow output (GPM) and maximum system pressure (PSI).
Secondly, you take the same specifications from the attached tool’s identification plate. Safe operation dictates the loader’s output to be comfortably within the ranges specified by the attachment.
This will give you the exact amount of power in terms of horse power that can be handled by the fluid in the auxiliary lines. For instance, 3,000 PSI pressure with 12 GPM flow rate corresponds to 21 hydraulic horsepower. If the equipment requires 25 horse power then the system will be overloaded causing rapid building up of heat as well as friction inside the fluid.
However, use caution when you consider theoretically accurate values of GPM and PSI from data plates alone, always check the loss of pressure due to friction, as longer lines, restrictive couplers, and old connectors are good at creating a baseline level of thermal energy.”
- Get the Data Plates Right: First, check the exact GPM and PSI posted on the mini loader and also the attachment; never use size or visual comparison as a guide.
- Real-World Friction Losses: Extended fluid lines, restrictive quick-couplers, and old adapters introduce minor pressure drops that naturally generate a baseline level of thermal energy.
- Duty Cycles: Trenchers or brush cutters are high-demand tools operating at near 100% duty cycle; they will require a creative wide cooling margin instead of intermittent usage of a 4-in-1 bucket.
5. Measures that can be taken to overcome hydraulic overheating
To avoid excessive thermal stress in the fluid system, regular maintenance and intelligent operation are your tool to expensive hydraulic failure avoidance. First of all make sure that radiator cooling fins of mini loader are thorough cleaned to expel dirt, grass, and wood dust.
Compact Track Loaders are often exposed to highly airborne, dusty environments, which organic matter can quickly coat radiator core, blocking vital airflow and triggering immediate engine and hydraulic system overheating.
Besides, operators should always keep an eye on temperature gauges of their machines’ dashboards or they may go for a portable, non-contact infrared thermometer to check their helper hydraulic lines during heavy operation.
If heat level of liquid exceeds 180 degrees, then it is the right time for the user to park the machine, throttle the engine down to a low idle, and allow the cooling fan to circulate the oil through the heat exchanger until temperatures return to a safe zone. Never shut an overheating machine completely off right away, as this stops the cooling fan and traps intense heat inside the static pump components.
- Regular radiator blowouts: daily full emitter cleaning as well as good internal airpath design that dislodges debris with water are recommended for protecting the mini loader.
- Use quality fluids: High viscosity index hydraulic fluids grade matching exactly to what manufacturers specifications depending on different types for a broad range of operations are best for stable lubrications.
- Quick-couplers: Faulty or not that tight quick-couplers restrict flow generation of high localized friction and rapid thermal spikes inside auxiliary circuit.
6. Troubleshooting process guide for mini loader
A field operator should be on a high-alert level around the warning pointers showing fluid systems stress condition on a tough day at job site. The easiest way to see tell that your hydraulic system is overheating is the sudden and noticeable loss in total operating power.
As the oil heats up and thins, the pump efficiency is being lost to the point that attachment can be stalled and also loaders tracks are sluggish and unresponsive.
Other nearer to the end signs can be as clear as a sudden switch of sound effect of the unit in operation. Overheated parts tend to squeal or whine. This is due to the very thin, boiling oil that produces small air pockets that collapse under pressure causing the components to get damaged. The produced smell might be bitter and can resemble burnt toast to other chemical/plastic type, which simply means that you should stop the operation immediately as fluid is still cooking and destroying system seals.
- Hydraulic Fade: Instantaneous decrease in operational speed or responsiveness indicates that hydraulic oil viscosity is below safe operating level.
- Whining: Noise emanation of a jet turbine means severe pump issues; fluid starvation, high back-pressure bottleneck, and internal cavitations are common causes.
- Odours: Presence of burnt smell in the hydraulic reservoir denotes fluid degradation along with filter failure.
FAQs – How to Avoid Hydraulic Overheating?
Is it possible to operate a high-flow attachment with my standard-flow mini loader?
Generally speaking, only low or moderate workload attachments should be run on standard-flow loaders. This is because these loaders cannot supply the required high amount of fluid per minute to the high-flow motor, which will cause the attachment to be starved. Besides that, this will also seriously overload the pump of the loader since it will have to supply the high volume of fluid demanded by the high-flow attachment, resulting in the pump wearing out and breakdowns.
What is the result of operating the attachment at a pressure higher than its rating?
The structural integrity of the attachment will be threatened by the excess pressure. It is quite likely that the housing may crack, seals might fail, or a high-pressure hose may burst, leading the operator and people nearby to be exposed to serious danger. Therefore, one must always ensure that the pressure relief valve in the loader is set to a level where it does not exceed the highest pressure rating stated on the attachment.
Tell me ways in which I may realize that my skid steer is experiencing hydraulic fluid overheating?
There are several signs that one should be aware of in order to detect hydraulic overheating, they include but are not limited to:
- Hydraulic fade: loss without power of attachments, sluggish response of the machine, and a whining noise, high pitched at the pump bay.
- Detection of a burnt chemical odor.
- Notification by dashboard of the hydraulic temperature warning light being on.
- Verification of the escape of hot air using the non-contact infrared thermometer at the auxiliary steel lines.
What could be the reason of brush cutter attachment causing the loader to overheat quite rapidly?
Due to their nature, these equipments including the brush cutters, flail mowers, and stump grinders put the hydraulic system under quite a heavy, continuous load where near maximum flow and pressure are at a 100% duty cycle. On the other hand, also the fact that these tools kick up large volumes of dust, grass clippings, and other debris means that the radiators are quickly clogged and temperatures elevate rapidly.
Is it true that size or length of the hydraulic hoses can play a role in system heat?
Absolutely! Not only the overall length but also the diameter of hoses (especially internal diameters) are the factors that directly influence the amount of heat generated within the system. Hence, if you decide to buy only clamps and hose, it is better to choose those that have at least the same inner diameter as that recommended by the manufacturer. You should be aware that the restrictions inside the ducts created by narrow (or crimped) hoses constitute serious bottlenecks that lead to rapid rises in fluid velocity – viscous friction generating heat is a natural consequence.
Should I idle or shut off my mini loader if the hydraulic system overheats?
Rather than shutting it down immediately, your mini loader will be better served by parking it safely on level ground, lowering the attachment to the floor, and letting the engine idle at a low RPM. The cooling fan will remain running and the oil pump will continue circulating the fluid through the radiator heat exchanger, thereby helping in bringing down the temperatures safely. At the same time, shutting the engine off completely will stop all fluid circulation and thus trap extreme heat inside the static pump housing which leads to seal damage.
How regularly should I clean the hydraulic cooler of a compact track loader?
When working at dusty, debris-rich locations such as sites for landscaping or forestry, you should visually inspect your hydraulic cooler on a daily basis and use compressed air to blow it out every 8-10 operating hours. Even a thin layer of dust or organic matter on the radiator fins acts as an insulating blanket, severely cutting down the cooling system’s efficiency. Keeping it clean regularly maximizes airflow, maintains the temperature of your fluid within a safe range, and prolongs the life of your equipment.